高频感应加热淬火中的屏蔽导流技术
2013/1/5 次浏览
 桑塔纳轿车变速器中的三/ 四档同步器齿壳是桑塔纳轿
桑塔纳轿车变速器中的三/ 四档同步器齿壳是桑塔纳轿车变速器中的一个重要零件。其形状复杂,感应加热淬火硬
化区域又较特别,它的几何尺寸与技术要求如图1 所示。目
前,对桑塔纳轿车变速器中的三/ 四档同步器齿壳外圆齿部的
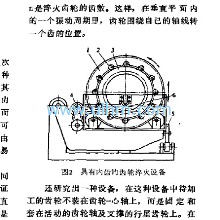
高频感应加热淬火,国内外主要有两种方法:一是一齿一齿地
连续加热淬火;二是每次1/ 3 地分段同时加热淬火,如图2 所
示。这两种方法所需时间多、工效低并且对设备要求较高,更
重要的是易引起凹槽根部开裂。针对上述问题,本文通过分
析感应磁场的分布及涡流的走向,采用屏蔽导流技术,用圆环
形的感应器,对三/ 四档同步器齿壳外圆齿部进行同时感应加
热淬火,基本消除了凹槽根部开裂的倾向,大大提高功效,降
低了设备要求,产品质量稳定可靠,废品率≤011 %。
零件要实现感应加热必须有涡流存在,即感应电动势存
在。如果使零件的某一区域免受交变磁场的作用,使之不产
生感应电动势,即可使这一区域不加热,这就是屏蔽技术。如
果通过一定方式使涡流不流过零件的某一区域,也可使这一
区域不加热。我们把这种技术称之为导流技术。
2 试验结果与分析
从图1 得知,齿壳周向每隔120°有一凹槽,凹槽与其两侧
半齿不允许淬火硬化。根据齿壳的形状及需要高频感应加热
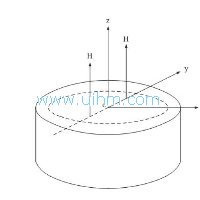
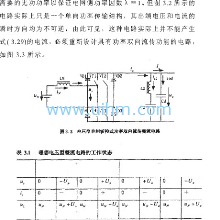
淬火的区域,拟定了涡流走向须沿周向走过齿顶与齿沟。把
感应器设计成圆环形,当感应器中通有电流时,根据电磁感应
原理中的右手定则判断零件中加热区的涡流走向如图3 所
示,且主要集中在短齿的边缘。由于集肤效应,涡流集中在短
齿边缘的表层,为了了解屏蔽和导流技术在高频感应加热淬
火的作用,进行了试验,试验结果见表1 和图4 。
Next: 分离式感应器的设计和应用Previous: 中频感应加热电源在钢轨淬火生产线上应用的研究
附件下载
- 点此下载附件1:高频感应加热淬火中的屏蔽导流技术.pdf下载 次
顶一下
踩一下